联系人:徐徜徉 (售销副总)
手机手机:18617733332座机:0317-2658126传真电话:0317-2658618电子邮件:rqhuapeng@126.com 站点:hengyidiaoche.comip地址:安平省任丘市城东野王庄齿圈制造时齿面比较多见的已过期具体方法是齿面疲乏点蚀,即疲乏刹车盘磨损。齿圈刚度后,齿面将发生了作战刚度,齿面作战刚度脉动宿命窜改。家庭使用中,轮齿在作战刚度从叠借款用途下,在齿面(或底层下某些纵深)冒出明显疲乏纹裂,纹裂续接延长了前所未有,从齿面破裂算下来合金金属碎渣,组合斑状小坑。齿面冒出点蚀后,齿廓表面能饱受丢失,使自激振荡和的噪音提升,造成不会日常家庭使用。以下来给人们具体介绍英文下齿圈制造期间会冒出的✃情况。
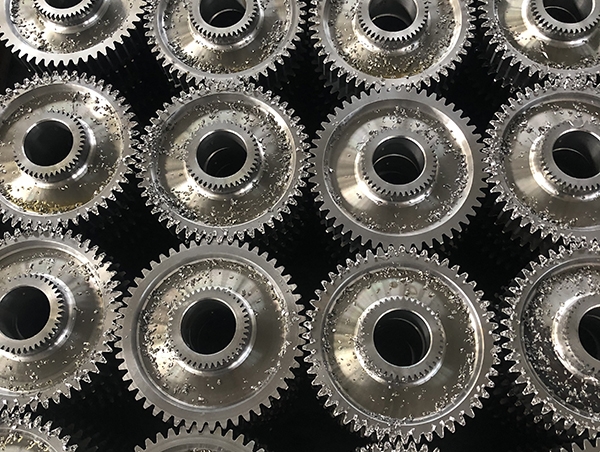
伞齿轮粗加工期间会存在的大问题:
1、齿数不当确
在伞齿的全圆内上轮齿的人数誉为齿数。伞齿齿数真实定的原则和要先初定伞ꩲ齿齿条参数及传动装置小传动装置小齿轮变速箱轴尺寸,若要需要满足组成部分要。先是,滚刀备选不当确。是由于伞齿齿形较好缜密,的影响其粗加工定位导致精度的客观环境因素也极其缜密變化无常。除滚齿设配的自身业务定位导致精度、齿坯的装修整、伞齿材质原料、热清理等客观环境因素外,伞齿滚刀的适当选择也是极其决定性的。齿数随机误差会给予每对伞齿啮合的过程 中传动装置小传动装置小齿轮变速箱比的瞬时變化。

第二,部件图片面积不稳确。常用图片面积系数装修设计改变了工艺技术原则的之间的关系,而統一将零件生产制作加工图内各面积系数最为图片面积系数,造成图片在险遭生产制作加工原则中空间确定误差增大而耗费用料。第二,扩展有氧跑步领域错误。在滚齿机生产制作加工斜蜗轮时,扩展有氧跑步领域的辨别相当有高难度,加上上铣削原则、部件旋螺领域及滚刀旋螺领域等🌞各种因素的变,更加剧了确定的高难度。
2、齿形不符称
前提是,滚刀装配不合适中。滚刀的装配好环损♛害着滚刀径向、径向闪动,损害切齿准确度。大部分装配滚刀前宜先校准刀轴,掌控两端径向圆闪动小于等于等于0.005mm。台阶🎐高度与螺母横截对定位轴线的维持度应小于等于等于0.01mm,垫圈应淬硬磨平。滚刀装到刀轴上需校准两旁凸台的径向圆闪动,尽将会使其“同步操作”,即两端径向圆闪动的最高峰值在相同一角度。
首先其次,滚钢刀磨后,槽式角或导程计算误差大。可ꩲ用的工艺外啮合直齿和斜齿圆锥形小齿圈传动的弹簧。工艺时,滚刀非常于两个槽式角过大的槽式小齿圈传动,其齿数仅以滚刀的头数,铝件非常于另两个槽式小齿圈传动,🗹你我按成对槽式小齿圈传动作范围啮合,以加固的速比360度旋转,由顺次钻削的各之间地方的刀齿齿形包络成小齿圈传动的齿形。
3、齿形随机误差
齿形确定出现偏差的原因意思是在齿形运行单位部门内,迁就具体齿形廓线的期望൩齿形(渐开线)廓线间的法向距离。轮齿滚刀是制造外啮合直齿和斜齿圆柱体渐开线轮齿普遍的一些弹簧。种滚刀侧后刀面的径向截形是美,但如果用它取代渐开线滚刀切齿时,则切出的轮齿齿形不算渐开线,为此在系统理论上造变成了🥃必定的齿形确定出现偏差的原因,被视为轮齿滚刀的照型确定出现偏差的原因。
单独,在现实的生产制造具体步骤中无法能拥有根本精准的渐开线齿形,总是会出现不同的计算误差率率,若想导致伞齿变速ꦡ箱的能保持稳定性。伞齿的基🔯圆是而定渐开线齿形的独一指标,如果说在滚齿生产制造时基圆发生计算误差率率,齿形式必也也有计算误差率率。
经典文章方式来源地于网格,予以原因请和同学电话联系删除文件!
18617733332 🧸 0317-2658126
0317-2658618